For B2B procurement officers, military gear brand owners, and tactical equipment distributors, selecting the raw materials for a new product line is the single most critical factor dictating long-term market success. In the high-stakes theater of tactical gear manufacturing, sub-standard material choices manifest rapidly as high return rates, compromised field reputations, and catastrophic failure of mission-critical equipment.
When engineering premium waterproof custom branding tactical bags, the optimization problem always centers on a classic textile engineering tradeoff: Substrate Selection vs. Barrier Coating Technology. A bag is only as waterproof as its backing chemistry, and it is only as durable as its base weave.
This technical guide delivers an uncompromising, data-driven comparison between Oxford fabrics and Nylon filaments, paired with an analytical breakdown of Polyurethane (PU), Polyvinyl Chloride (PVC), and Thermoplastic Polyurethane (TPU) backing technologies.
1. Substrate Deep-Dive: Oxford Fabric vs. Nylon Filament Performance
Before a chemical waterproof barrier can be applied, the physical foundation of the textile must be established. The inherent structural differences between Polyester Oxford and Polyamide (Nylon) filaments determine the tensile strength, weight, and customization boundaries of the final gear.
Oxford Fabric Architecture (e.g., 900D, 1200D, 1680D)
Oxford fabric utilized in tactical manufacturing is predominantly woven from premium polyester yarns. Its defining characteristic is the basketweave structure, where multiple warp and weft threads cross over each other alternately.
- Dimensional Stability: Polyester fibers exhibit an exceptionally high modulus of elasticity. This means that under heavy load carriage, Oxford fabric resists stretching, warping, or sagging. The bag retains its exact structural geometry over years of deployment.
- Branding Compatibility: The flat, highly uniform surface topology of a basketweave Oxford fabric provides an ideal substrate for crisp custom branding. Whether your product line demands high-frequency sonic-welded rubber patches, precision embroidery, or high-density silicone screen printing, Oxford ensures optimal adhesion and zero graphic distortion.
- Commercial Viability: Polyester Oxford offers a highly optimized performance-to-cost ratio, making it the global standard for commercial tactical lines, CrossFit weight-vest bags, and premium rugged gym equipment.
Nylon Filament Architecture (e.g., 500D, 1000D Cordura-type)
Nylon is synthesized from Polyamide 6,6 filaments. Its molecular structure is inherently distinct from polyester, favoring extreme mechanical resilience.
- Tensile and Tear Strength: Nylon fibers possess immense molecular tenacity. Under Martindale abrasion testing, a 1000D Nylon substrate can withstand thousands of more friction cycles than its polyester equivalent before structural failure occurs. It features a superior strength-to-weight ratio and elite tear propagation resistance.
- Flexibility and Hand-Feel: Nylon filaments are inherently more pliable than polyester. This yields a tactical pack that conforms smoothly to the operator’s torso and resists creases or stress-whitening when folded or tightly packed.
- Moisture Behavior: Raw nylon is slightly more hygroscopic than polyester, meaning it can absorb ambient moisture. This characteristic makes the application of a flawless chemical backing coating absolutely mandatory to prevent the raw fibers from gaining water-weight in torrential downpours.
2. Coating Technologies Decoded: PU, PVC, and TPU Backing
A raw woven substrate, no matter how dense, is fundamentally porous due to the microscopic gaps between intersecting yarns. True water impermeability is achieved via back-coating lamination. For waterproof custom branding tactical bags, three primary chemical compounds dominate the manufacturing space.
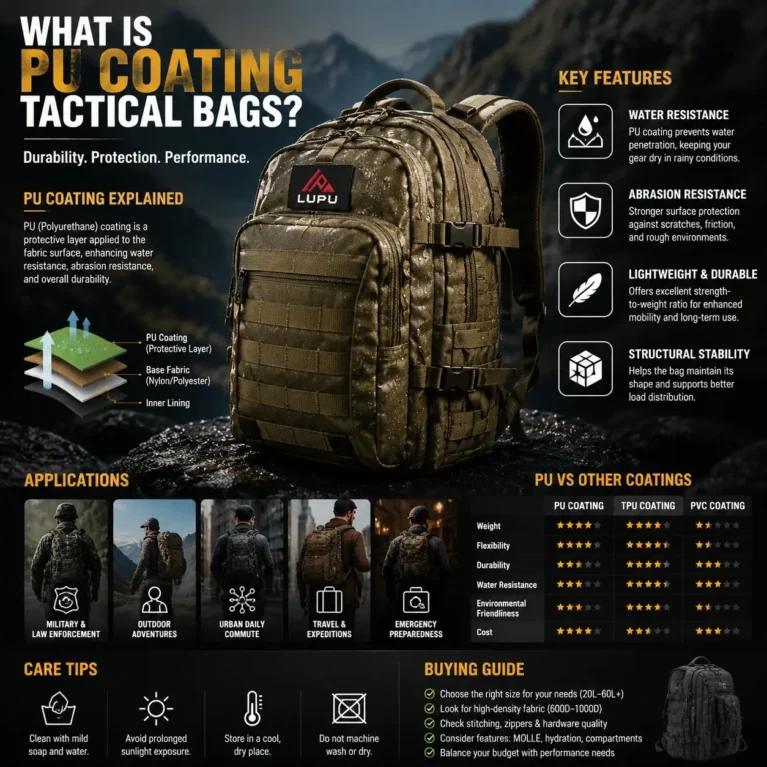
Polyurethane (PU) Coating
PU coating involves spreading a liquefied polyurethane polymer across the rear face of the fabric, which is then cured via heat tunnels to form a micro-thin, flexible elastomeric barrier.
- Micro-Porosity & Weight Preservation: PU coatings add negligible weight to the pack. It can be formulated to allow vapor transmission while blocking liquid water molecules, preventing internal condensation.
- Thermal Tolerance: High-tier formulations maintain optimal elasticity in sub-zero environments. PU will not freeze, stiffen, or crack at 20°C, making it mandatory for alpine or cold-weather tactical operations.
Polyvinyl Chloride (PVC) Backing
PVC backing is a heavy, thick plastic layer chemically bonded directly onto the fabric’s interior face.
- Absolute Hydrostatic Blocking: PVC creates a completely solid, glassy polymer wall. Water molecules cannot pass through under any standard ambient pressure. It is highly rigid and gives the bag an immediate, self-standing structural stiffness.
- The Compromise: PVC significantly increases the total weight per square meter of the textile. Furthermore, lower-grade PVC is prone to plasticizer migration over extended periods, causing it to become brittle and crack in extreme cold, or become tacky under prolonged desert UV exposure.
Thermoplastic Polyurethane (TPU) Lamination
TPU is an advanced, premium hybrid material that bridges the gap between rubbery elasticity and hard-plastic durability. It is typically applied as a pre-formed film fused to the fabric via hot-melt calendering.
- Hydrolysis Resistance: Unlike standard PU, which can degrade after years of continuous submersion or high humidity, TPU exhibits elite resistance to chemical hydrolysis.
- Mechanical Integrity: It features incredible puncture resistance and elasticity (up to 400% elongation before breaking), ensuring the waterproof layer expands and contracts in perfect unison with the outer fabric matrix under ballistic or mechanical stress.
3. Head-to-Head Technical Comparison Matrix
To guide your procurement selection process, the engineering properties of these substrate-and-coating pairings are aggregated into the comprehensive matrix below.
|
Engineering Parameter |
900D/1200D Polyester Oxford + Advanced PU |
1000D Nylon 6,6 + Premium PU/TPU |
900D/1680D Polyester Oxford + Rigid PVC |
|
Hydrostatic Head Rating |
1,500mm – 3,000mm H₂O |
3000mm – 5,000mm H₂O |
5,000mm – 10,000mm H₂O |
|
Abrasion Resistance (Martindale Cycles) |
50,000 – 80,000 |
150,000 – 200,000+ |
60,000 – 90,000 |
|
Coating Adhesion Strength |
High (>35N/50mm) |
Elite (>50N/50mm) |
Moderate (>25N/50mm) |
|
Low-Temperature Flexibility |
Excellent (Down to -25°) |
Superior (Down to -40°) |
Poor (Stiffens/Cracks below -5°) |
|
Unit Weight (per m² of fabric) |
Light to Medium |
Optimal Weight-to-Strength |
Heavy |
|
Custom Branding Feasibility |
Flawless (Smooth profile maximizes bonding) |
Excellent (Requires high-tensile embroidery/welding) |
Moderate (Stiffness limits complex embroidery penetration) |
|
Primary B2B Target Market |
High-End Fitness, Commercial Tactical, Law Enforcement |
Military Elite, Extreme Outdoor, Defense Contracts |
Heavy Industrial Carrying, Cost-Driven Budget Tactical |
4. The Manufacturing Crux: Stitching vs. Seamless Waterproofing
A common misconception among intermediate procurement agents is that utilizing a waterproof fabric automatically results in a 100% waterproof bag. In professional tactical design, the real battle against liquid ingress occurs at the manufacturing seam lines.
Heavy-Duty Sewn Construction vs. Standard Assembly
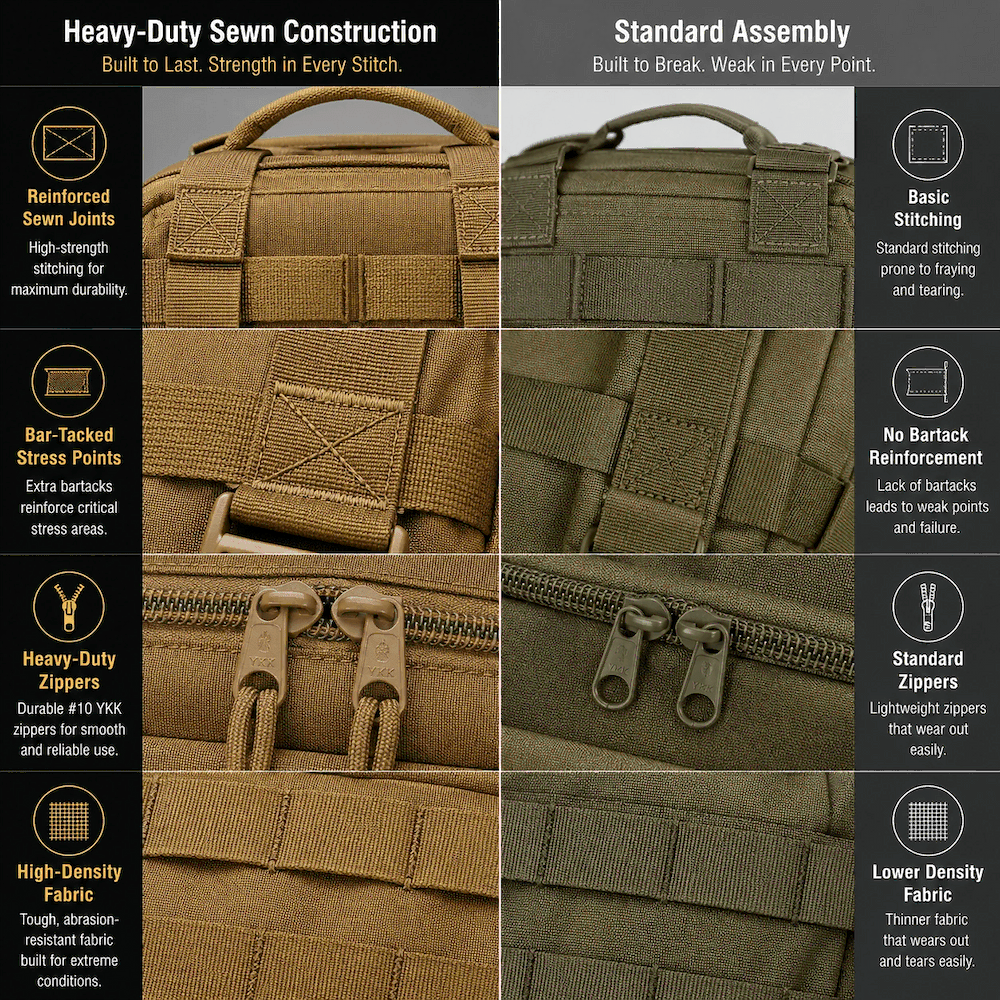
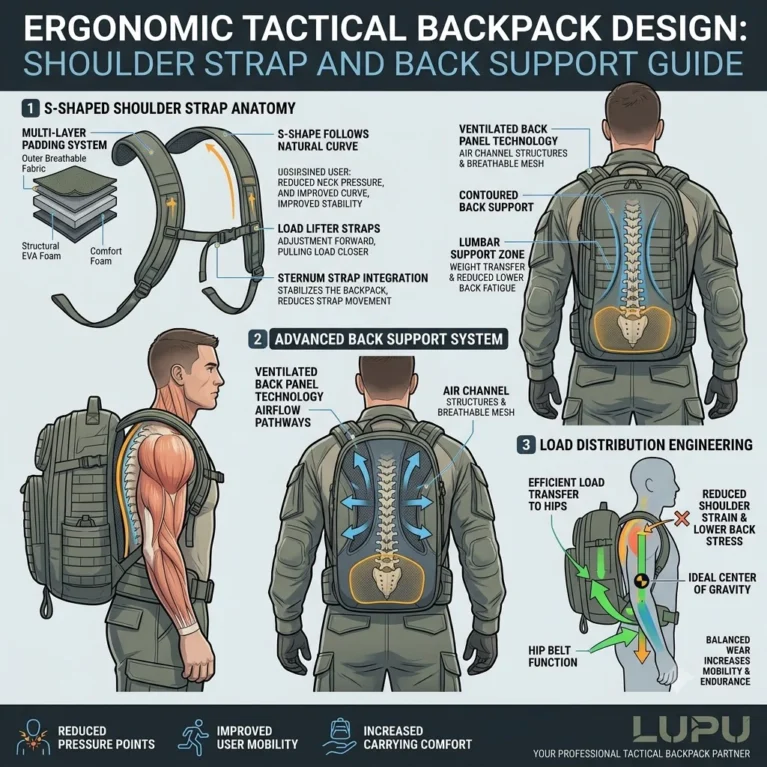
True military load carriage requires heavy-duty sewn MOLLE webbing construction and reinforced stitching rather than standard assembly. Standard assembly utilizes lightweight polyester threads running in simple straight lines. Under the dynamic load of a 45L military rucksack packed with weight plates or tactical ammunition, standard seams stretch, widening the needle punctuation points and creating massive pathways for water leakage.
Advanced factories implement a multi-layered defense system at the seams:
- Bonded Nylon 66 Thread: The application of chemically bonded nylon threads ensures the thread itself expands slightly when wet, sealing the needle eyelet.
- Automated Bartack Knotting: Critical stress points along the MOLLE webbing undergo high-density bartack sewing (42 to 60 stitches per node). This mechanical compaction concentrates the fabric fibers together, reducing structural porosity under tension.
- Topical Durable Water Repellent (DWR): The outer face of the substrate receives a fluoropolymer or silicone-based DWR finish. This forces liquid water to bead up and roll off the surface via tension before it can migrate toward the stitching holes.
[Outer Water Droplets] —> (DWR Hydrophobic Shield)
│
[Woven Fabric Face]
│
[Internal PU/TPU Polymer Barrier] ──> Blocks 99.9% Ingress
│
[Reinforced Bartack Stitching Node] ──> Secured with Hydrophobic Bonded Thread
5. Engineering Custom Branding on Technical Waterproof Coatings
Integrating corporate logos, military division insignia, or retail branding onto specialized waterproof textiles requires deep manufacturing precision. Improper execution can puncture internal polymer backings, completely invalidating the hydrostatic performance of your waterproof custom branding tactical bags.
Sonic-Welded Rubber Patches
For TPU or PU-coated lines, sonic welding uses high-frequency acoustic energy to melt the patch backing and the fabric substrate together at a molecular level. This creates a hermetic bond that requires no needle punctures, maintaining 100% waterproofing integrity while delivering a sleek, modern 3D brand presentation.
Laser-Cut MOLLE Integration with Sealed Underlays
Instead of traditional sewnwebbing, modern tactical bags often incorporate laser-cut MOLLE panels. The branding is laser-etched directly into a multi-layered laminated composite material. The interior layer is then backed with a heat-activated waterproof membrane, keeping your branding perfectly visible without creating any structural weak points for liquid ingress.
6. Conclusion & B2B Sourcing Strategy: Choosing Your Blueprint
When finalizing the engineering blueprint for your product line, your material selection should directly align with your target market positioning and financial performance benchmarks:
- Specify 900D/1200D Polyester Oxford with Heavy PU Backing if: You are developing a premium tactical gym bag line, everyday carry (EDC) packs, or commercial outdoor gear where maximizing ROI, ensuring structural shape retention, and displaying crisp, high-end branding are your primary competitive metrics.
- Specify 500D/1000D Nylon with TPU/PU Lamination if: Your contract demands elite-tier, field-proven military gear capable of surviving multi-theater deployment, extreme temperature fluctuations, and relentless mechanical abrasion.
To eliminate supply chain vulnerability and ensure your products withstand international customs and quality audits, ensure your manufacturing partner operates under stringent quality controls.
As a premier, ISO9001 certified factory with over 25 years of specialized bag manufacturing experience, LUPU provides full engineering support for OEM/ODM tactical gear projects. We offer comprehensive rapid prototyping, precision heavy-duty bartack car-stitching configurations, and advanced polymer coating options.
Contact our engineering department today to receive a curated fabric swatch kit, detailed material spec sheets, and a manufacturing quotation for your next premium waterproof custom branding tactical bags project.
Verwandt:
Differences Between 600D Oxford and 900D Oxford Fabrics