The global tactical supply chain, military logistical frameworks, and premium professional outdoor gear markets all converge on a singular, uncompromising benchline standard for modular load-bearing architecture: the universal MOLLE system. For international procurement officers managing governmental tenders, brand managers spearheading private label product lines, and heavy-duty OEM/ODM tactical gear factory clients, a superficial understanding of this layout is a massive commercial risk.
Mastering the precise geometric engineering metrics, strict material science thresholds, raw fiber tensile limitations, and advanced automated sewing production intricacies of this framework is not a mere theoretical exercise found in design textbooks. Instead, it serves as the ultimate dividing line between delivering an elite, mission-ready piece of hardware and suffering a catastrophic, high-liability field equipment collapse under dynamic operational stress.
In an era driven by intense market competition, volatile supply chains, and evolving theater requirements, professional buyers cannot afford standard sourcing oversights. Every variable—from the warp and weft density of the base fabrics to the micron-level calibration of automated bar-tacking machinery—dictates the market authority, product lifecycle, and corporate reputation of an outdoor gear brand.
This comprehensive, definitive industrial guide strips away consumer-facing marketing jargon to analyze the micro-physical architecture, raw material durability limits, and high-volume manufacturing quality control thresholds of the modern MOLLE ecosystem, establishing a bulletproof engineering and procurement blueprint tailored specifically for high-volume B2B contract buyers.
What Is the MOLLE System? (An Executive Summary)
MOLLE (pronounced like the name “Molly”) stands for Modular Lightweight Load-carrying Equipment. It is not a single product, but a modular structural system defined by rows of heavy-duty, high-tensile fabric webbing that allows compatible pouches, holsters, and tactical gear accessories to be securely interlocked and custom-configured onto load-bearing platforms like tactical backpacks, body armor vests, and plate carriers.
1. Historical Genesis: From ALICE to Modern Modularity
To recognize the engineering achievements of the modern MOLLE platform, product designers must evaluate what preceded it.
| [Vietnam/Cold War Era] | [Late 1990s Transition] | [Modern Industry Standard] |
|
ALICE System (Metal Keeper Clips) – Severe bruising – Shifting center of mass – Noisy/Prone to failure |
MOLLE Generation I (Stitched Nylon Webbing) – Uniform load distribution – Standardized geometry – Universal cross-compatibility |
Advanced Laminated MOLLE (Precision Laser-Cut Slots) – 30% weight reduction – Low-profile integration – Snag-resistant design |
For decades, Western workforces and armed forces relied on the ALICE (All-Purpose Lightweight Individual Carrying Equipment) system, characterized by heavy metal keeper clips slid onto rigid web belts. The faults of ALICE were legendary: shifting centers of mass, structural failure under high-impact movement, severe bruising from metal components, and an absolute lack of custom ergonomics.
In the late 1990s, the U.S. Army Soldier Systems Center (Natick Labs) patented a unified alternative: the MOLLE system. Designed to optimize dynamic weight distribution, combat agility, and component scalability, this defense-driven layout rapidly migrated from elite government contracts down into premium law enforcement, tactical medical (IFAK), and high-performance civilian industries. Today, it represents the primary global structural requirement for heavy-duty operational soft goods.
2. Engineering the MOLLE Web System: PALS vs. MOLLE Grid Architecture
In the B2B supply chain, a common point of confusion is the distinction between MOLLE and PALS. Establishing clarity here ensures proper technical communication between your design engineers and the factory floor.
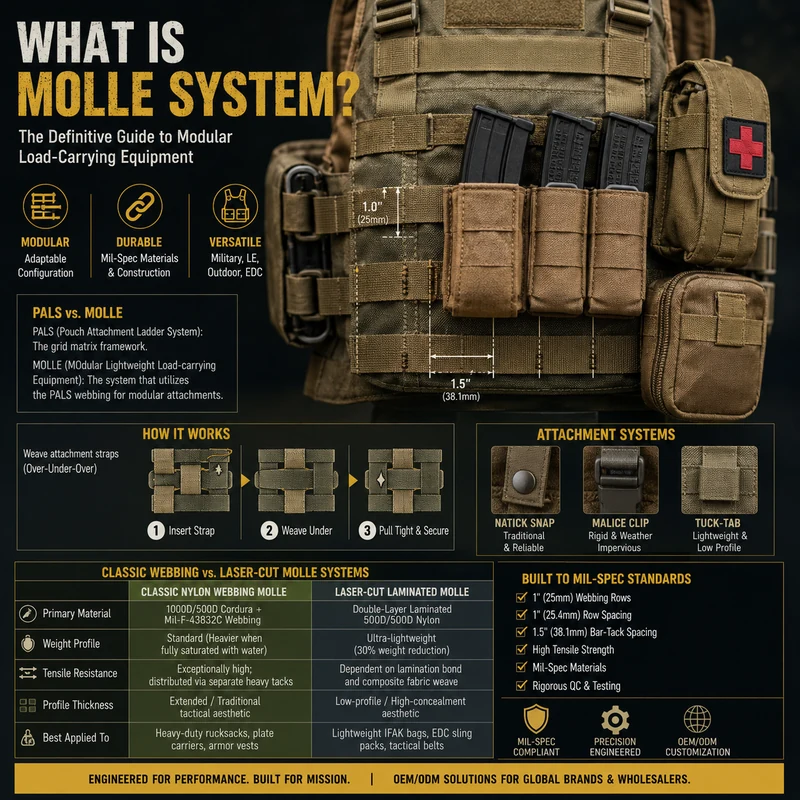
- PALS (Pouch Attachment Ladder System):This is the underlying geometric grid matrix itself. It consists of horizontal rows of heavy-duty webbing precisely spaced and bar-tacked to create a uniform ladder alignment.
- MOLLE:This is the overarching equipment architecture that utilizes the PALS matrix. A bag uses a PALS grid to achieve a MOLLE configuration.
The Blueprint Specification: The “Golden Ratio” of Tactical Sewing
A true, military-grade PALS grid requires extreme mechanical precision. Deviation by even 2 millimeters across a row can aggregate across a production run, making it impossible for field users to weave attachment straps or mount critical gear.
Webbing Width = 1.00in (25.4mm)
Horizontal Stitching Interval (Pitch) = 1.50in (38.1 mm)
Vertical Space Between Rows = 1.00in (25.4mm)
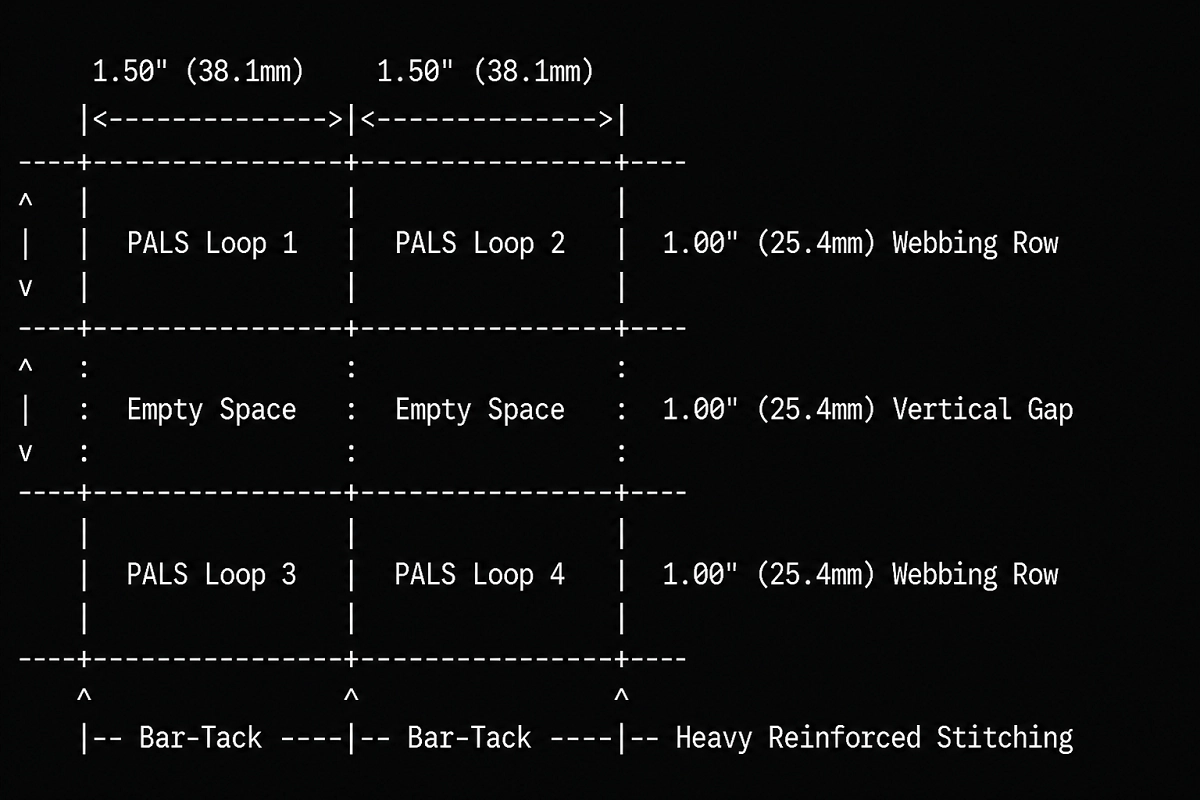
- Webbing Dimensions:The horizontal strips must consist of heavy-duty webbing exactly 1.00 inch (25.4 mm) wide.
- Horizontal Pitch:The vertical bar-tack seams must be spaced exactly 1.50 inches (38.1 mm) apart, measured from center-to-center of the stitch line.
- Vertical Row Separation:The open space between parallel horizontal rows of webbing must be exactly 1.00 inch (25.4 mm).
Any deviations from this standard grid reduce modular interoperability, which is why premium fabricantes de equipamento tático deploy automated CNC programmable sewing machines rather than manual stitch guides for PALS arrays.
3. Advanced Manufacturing: Materials, Laser-Cutting, and Quality Control
When executing an OEM production contract for tactical gear, raw material inputs dictate the long-term field survivability of the finished goods.
Classic Stitched Webbing vs. Modern Laser-Cut Slots
Industrial manufacturing currently utilizes two distinct methods to build a functional MOLLE interface:
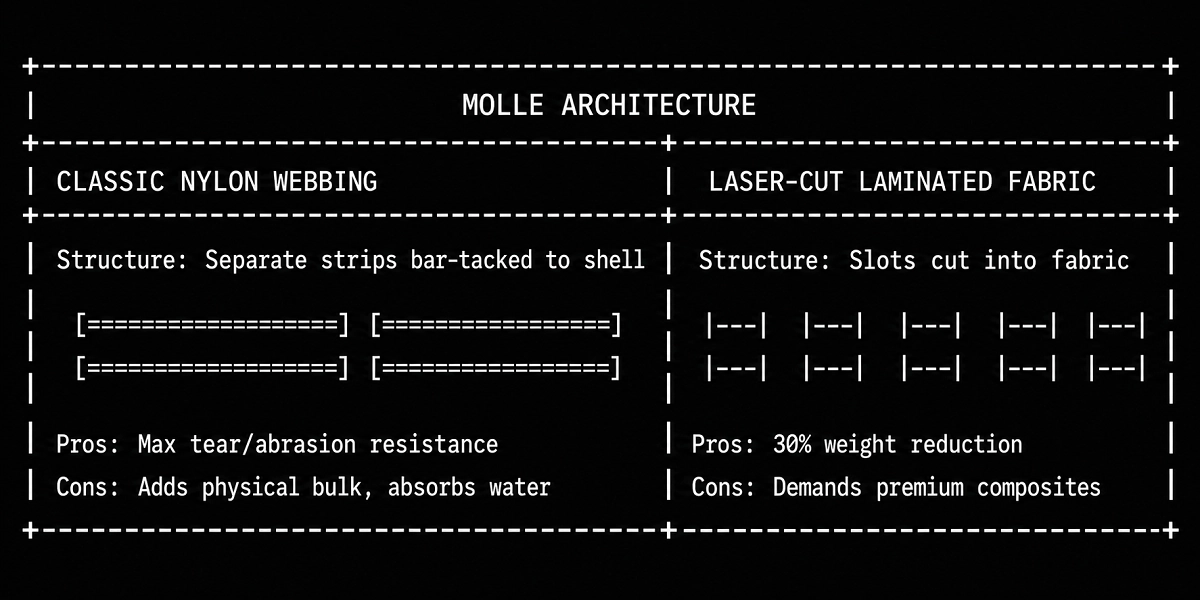
1. Classic Nylon Webbing MOLLE
This method stitches raw Mil-Spec woven ribbons onto a baseline fabric substrate (such as 500D or 1000D Cordura/Nylon).
- Prós:Exceptional ultimate tensile strength. If a single loop snags or undergoes extreme shear force, the stress is isolated to that specific bar-tack.
- Contras:Adds structural weight and physical bulk. The layering of fabric plus independent rows of dense webbing increases water retention when saturated.
2. Laser-Cut Laminated Fabric MOLLE
A modern advancement where computer-controlled CNC lasers slice precise slots directly into a multi-layered composite fabric (typically a double-layer laminate of 500D-over-500D or 500D-over-1000D Nylon bonded with thermoplastic polyurethane/TPU).
- Prós:Provides up to a 30% reduction in total weight. It creates a completely flush, low-profile, snag-resistant surface that looks clean and modern.
- Contras:Highly dependent on the chemical bond of the laminate layer. Lower-tier materials will delaminate or fray at the laser edges when subjected to repetitive, heavy load cycles or extreme heat.
Industrial Thread and Stitching Integrity
Because MOLLE setups are intended to support heavy ammunition, radios, and emergency medical kits, the stitching is the primary point of failure.
- Thread Specification:Elite factories use Bonded Nylon or Bonded Polyester threads (Sizes Tex 70 / Government Size E, or Tex 90 / Size F). The bonding chemical coats the fibers, preventing untwisting, maintaining stitch tension, and ensuring long-term resistance to ultraviolet (UV) degradation, chemical rot, and salt-water exposure.
- The Bar-Tack Seal:Standard straight stitches will unravel under dynamic field forces. Every vertical divider line must be secured using a dedicated bar-tack machine, which lays down an ultra-dense, zig-zag structural knot of up to 28-42 individual stitches tightly bound over a 1/8-inch boundary area.
4. Tactical Application: The Mechanics of Secure Integration
For a MOLLE pouch (such as a 4L First Aid Pouch or an IFAK) to sit flush against a carrier vest without sag or wobble, the structural strap design must match the platform it mounts to.
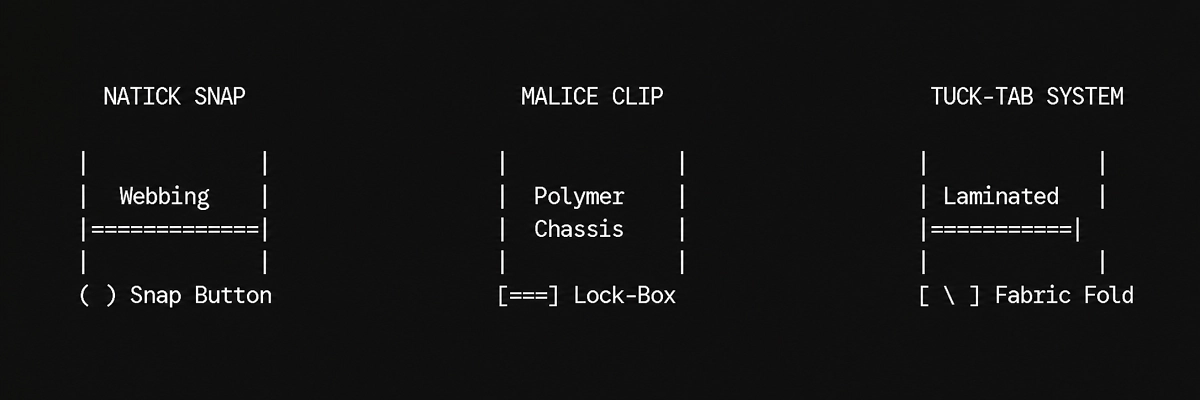
There are three primary field-attachment methodologies manufactured today:
- The Natick Snap System:The traditional military standard. It uses a semi-rigid reinforced fabric strap sewn directly to the back of the pouch. This strap weaves alternatingly through the vest rows and pouch rows, ultimately locking at the bottom via a heavy-duty metal snap button.
- Polymer / Malice Clips:Independent, injection-molded plastic connectors that pass through the PALS channels and snap into a self-locking retention box at the base. They are completely impervious to mud, rust, and salt water, making them popular for heavy load configurations.
- The Tuck-Tab / Tuck-Strap System:The modern choice for premium manufacturers. Instead of metal snaps or independent clips, the strap terminates in a semi-rigid, reinforced tab (often stiffened with an internal layer of polyethylene plastic). Once woven through the grid, the tab folds backward and locks securely under the final row of webbing. This eliminates metal failure points and keeps the profile exceptionally slim.
5. The B2B Buyer’s Checklist: Evaluating a MOLLE Manufacturer
When assessing global tactical gear suppliers or auditing an OEM tactical gear factory, looking past beautiful marketing photos is critical. Use this technical checklist to verify genuine manufacturing capability:
- Symmetry and Alignment Verification:Request a random sample from a mass production run. Align a physical ruler along the PALS grid across a 12-inch expanse. A high-tier factory will maintain a tolerance variance of less than ±0 mm across the entire panel. If rows curve or gaps vary, your product will fail retail quality control checks.
- Raw Material Certification:Verify that the factory uses 100% Filament Nylon 6.6 (such as genuine Cordura or certified high-tenacity Oxford Nylon) rather than recycled, short-staple polyester. Cheap polyester mimics nylon in photos but degrades rapidly under UV exposure and has significantly lower tensile tear-strength.
- Compliance & Factory Audits:Ensure your manufacturing partner holds up-to-date industrial compliance certifications, such as ISO 9001 (for quality management systems) and BSCI (for ethical, standardized labor and operational workflows).
- Advanced Equipment Footprint:Confirm that the production facility utilizes specialized machinery, specifically programmable automated pattern-stitching platforms and CNC laser cutting stations rather than depending entirely on manual labor for precision cutouts.
Summary Matrix: Traditional vs. Laser-Cut MOLLE Solutions
|
Technical Feature |
Classic Nylon Webbing MOLLE |
Laser-Cut Laminated MOLLE |
|
Primary Material Composition |
1000D / 500D Oxford or Cordura + Woven Nylon Webbing |
Double-Layer Laminated TPU-Bonded 500D/500D Nylon |
|
Total Weight Profile |
Standard Industrial Weight (Heavy when saturated) |
Ultra-lightweight (30% weight savings achieved) |
|
Dynamic Tensile Resistance |
Exceptionally high; structural load distributed via independent bar-tacks |
Dependent on lamination bond and composite fabric weave |
|
Profile Thickness |
Extended / Traditional rugged tactical aesthetic |
Low-profile / Clean, modern high-concealment finish |
|
Optimal Product Application |
Heavy-duty rucksacks, tactical body armor, deployment bags |
Lightweight IFAK medical pouches, EDC sling packs, load belts |
Elevate Your Sourcing Integrity
Integrating the MOLLE system into your product line requires more than a simple design sketch; it demands an experienced manufacturing partner who understands precise tolerances, material behavior under stress, and automated production efficiency.
With over two decades of experience operating a comprehensive, integrated industry and trade facility, we specialize in heavy-duty OEM/ODM tactical gear manufacturing. From traditional military-grade stitched PALS grids to advanced laser-cut composite laminates, our engineering team brings technical blueprints to life with rigorous quality control, ISO 9001/BSCI compliance, and reliable mass-production capacity.
Ready to scale your next tactical product line? Contact our corporate engineering team today to receive a comprehensive technical blueprint review, sample prototype layout, and wholesale production quotation.
Relacionadas:
Top 50: Lista global de marcas de equipamento tático